
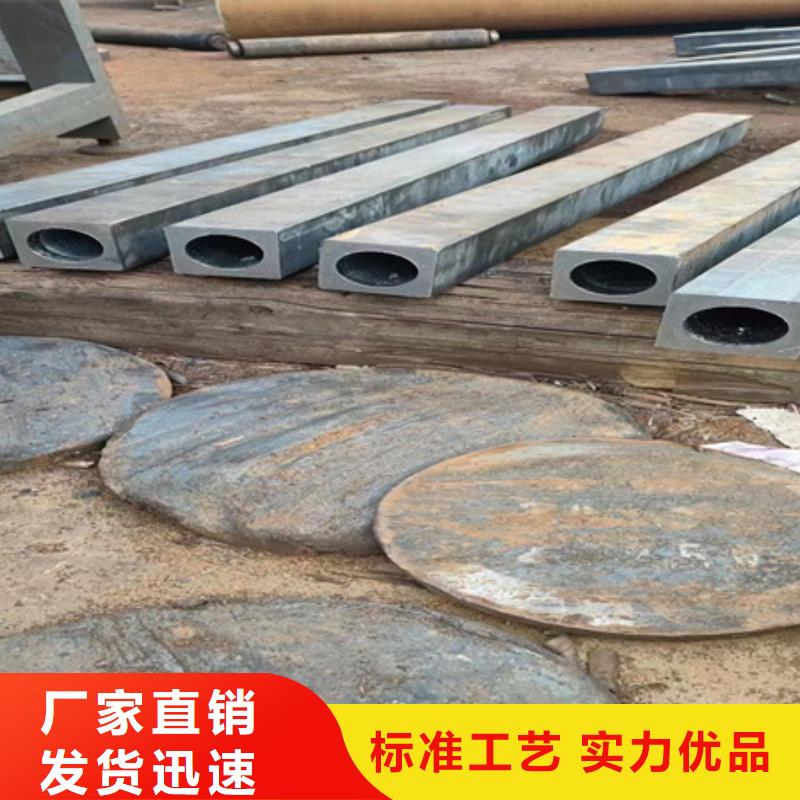









型材拉弯工艺回弹是模具设计中要考虑的重要因素,拉弯件的终成形很大程度上受到成形后回弹量的影响。回弹主要表现为整体卸载回弹、切边回弹。当回弹量超过允许值后就是成形缺陷,影响拉弯件的几何精度。方管拉弯加工时的注意事项型材弯曲变形区外侧壁厚变薄;型材弯曲变形区内侧壁厚增大、起皱;横截面形状畸变;回弹。限制型材方管拉弯加工的因素生产中限制拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。确定拉弯工艺参数首先要考虑的就是这两个方面。拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。对于拉弯构件,如果弯矩不大而主要承受轴心拉力作用时,它的截面形式和一般轴心拉杆一样。弯 在拉力和弯矩的共同作用下,截面出现塑性铰即视为承受能力的极限。对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。方管拉弯加工工艺是什么对于方管拉弯自身来说,方管拉弯报价,它可以直接采用弯曲的模具对其进行弯曲,方管拉弯尺寸,通常情况下都是会用方管拉弯,也正是因为如此,我们要进行留意,在这样的重要的使用情况下,现有的方管拉弯模具在使用的时候,方管拉弯,由于预弯管在进行压弯的时候,会出现预方管拉弯在弯曲的时候弯曲处出现裂纹或断裂的现象。
型材拉弯防锈工作怎么做?很多朋友对型材拉弯加工有一定的了解,在日常生活中,我们经常可以看到弯头加工的相关内容,那么如何保证加工好的弯头的防锈工作呢?型材拉弯防锈工作需要注意什么? 一、清洗弯头处理: 主要是用乳液或溶剂清洗钢材表面,保证去除弯头表面的油脂、清洗剂、污垢和有机物,但不去除表面氧化皮、铁锈、焊剂等,所以它在整个防锈工作中主要起辅助作用。 二、弯头加工工具的除锈: 用钢丝刷或其他物体对弯头表面进行有效的抛光,可以使表面的铁锈、氧化皮和焊渣松动和清除,如果钢铁表面附着水垢,这种方法的去除效果不是很令人满意。 三、重新弯曲后的酸洗: 化学和电解两种不同的酸洗方式比较常见,而化学酸洗基本上只用于弯头的防腐,可以有效去除表面的旧涂层、铁锈和氧化皮,甚至可以在喷砂除锈后使用,化学清洗虽然可以去除表面的杂质,但更容易造成污染。 四、弯头加工中终喷涂除锈的优点:喷涂除锈主要是需要使用一个功率更大的电机来驱动喷涂刀片对弯头进行除锈,加工后的弯头不仅可以彻底除锈,而且即使在剧烈的冲击和摩擦下,也能保证弯头的粗糙度相对精密。
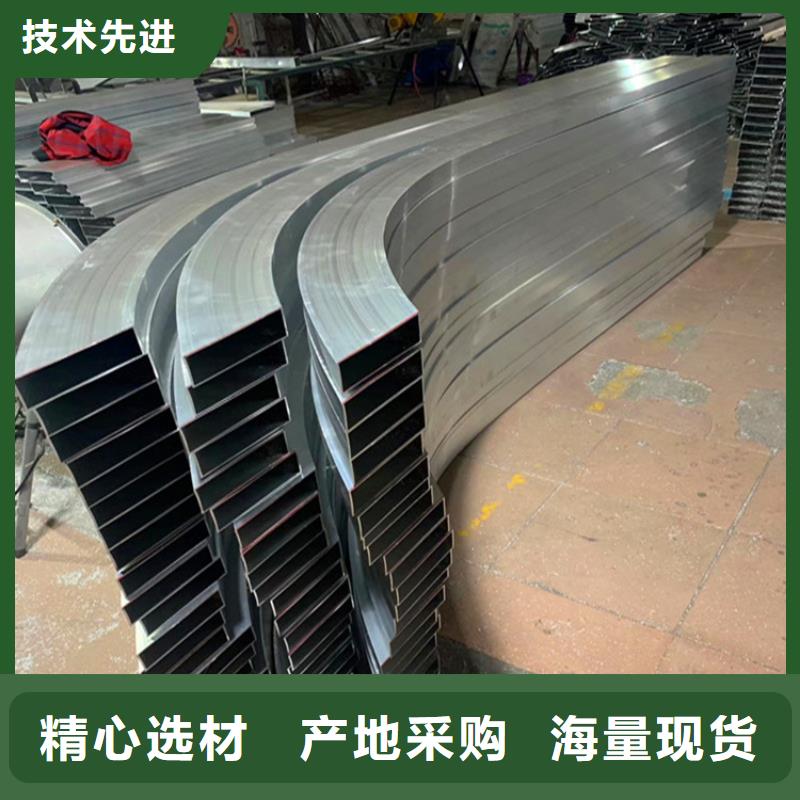
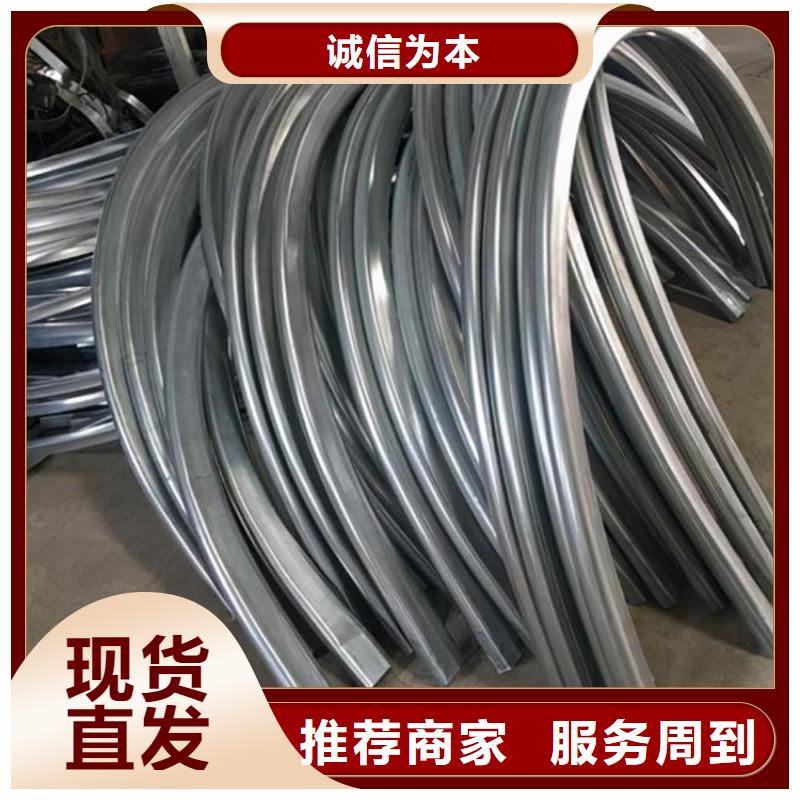
型材拉弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。
聊聊型材拉弯工的注意事项在使用机器之前,所有变压器的电压改成合适机器运转当地所供应的电压。正告!在机器从制造商宣布之前,在电器箱内要与主要绝缘开关相连。机器的电源供电有必要是三相供电,并按照当地的电力法规进行接地。在任何电器箱被翻开之前,机器有必要完整地与电源隔离。机器的三相电源总开关有必要封闭,且明晰的被标志在机器上,作业人员的操作区域内。总电源开关有必要以一个较稳定的设备,将其锁定在封闭的位置。请注意!即使主要绝缘体封闭,所进入的总管线供应电力依然是存在的。电源的标记应该展现在机器与控制箱上去正告在电力系统作业的作业人员。在主电源开关被翻开,回复机器的电源之前,机器的电力控制箱的门有必要要关紧。做电力修理及查看的作业人员有必要受过电力专业知识的训练,检修前请确认备线电路图。
