





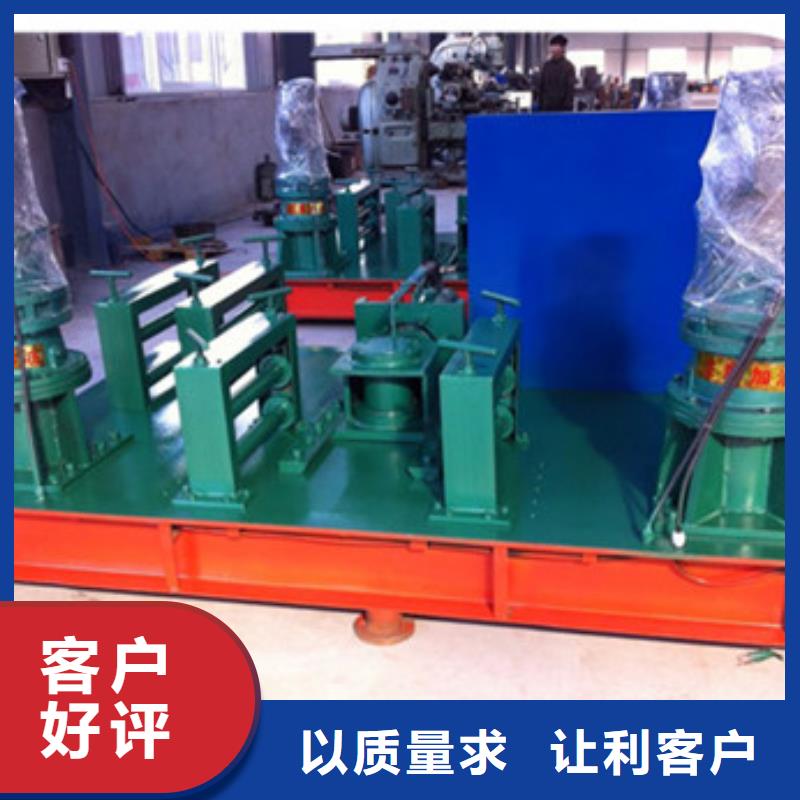

应根据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围。1.主要利用金属管件塑性变形特性采用热旋锻技术。这种工艺主要针对厚壁钢管缩尖成型成型后圆度好表面光滑。是管类加工行业锥尖成型的关键设备。缩尖后产生的长度变化取决于钢管的直径壁厚和锥度的过渡长度。2.成型主要部分由缩管模具驱动主轴油压送料装置和冷却组成。四片模具静音式机构设计噪音小成型速度快。3.主要元件采用模具钢真空淬火精密研磨完成。4.手动取放料。自动开关启动机器自动完成缩尖加工等所有。5.适合多种材质如铁铝铜和不锈钢等。形状适用圆筒状零件端部缩尖。湖北注浆小导管箭头机小导管锥度机。
应用该成果可大大提高生产效率、减轻劳动强度、延长模具寿命、节省工时、提高。其经济效益和社会效益显。
其中小导管冲孔机主要完成对小导管、无缝钢管锚杆圆管方管防护栏角铁吊篮等的冲孔打眼作业;而小导管尖头机主要是对工件进行缩尖作业。小导管冲孔机采用全自动数控液压冲孔系统真正的实现了360度自动旋转冲孔作业不需要人工手动旋转省人工效率高节省成本。超前小导管冲孔机是于加工超前小导管自动化冲孔加工的现代化设备能够按照图纸的要求精准的将型材冲出各种形状的孔圆孔方孔梅花孔等都可以。本机采用大扭矩力交流同步伺服电机具有反应快精准定位噪音低热损少使用寿命长不易损坏等等特点。

维护也非常的方便,不会因为一些小部件的损坏,导致整机无法正常运行。据我们的长期统计,超过95%的机器故障都可以在我们技术人员的指导下解决!我们销售出去的产品如遇重大故障,或者客户无法解决的问题,我们承诺48小时之内派人到现场解决(一些偏远地区可能会延长时。
2)注浆压力:0.5~1.0MPa,2.小导管采用Φ42无缝热轧钢管支撑,在前部钻注浆孔,孔径10mm,孔间距15mm,呈梅花形布置,前端加工成锥形,尾部不钻孔长度不小于30cm,作为止浆段,3.小导管施工要求:(1)小导管安设一般采用钻孔打入法。 2.工作时间较长的话,2个月换滤芯,不长就半年,液压油看工作时间,半年或一年换一次,3.有漏油的地方及时处理,飞扬数控全自动多功能冲孔机,4.数控冲孔机在工作前应作空运转2-3分钟,检圌查脚闸等控圌制装置的灵活性。
 38205
jmc
38205
jmc
运行平稳可靠,故障率低,模具与模座为轴向滑动,燕尾式模具,装卸方便,超前小导管的处理范围一般也就6米左右小导管为壁厚5mm的钢管直径一般为42mm,是通过小导管浆将掌子面前方的较为破碎的围岩进行固结的一种方法使围岩形成一个整体后再进行下一步工序。 来完成锥管动作在结构设计上比一般的锥管机更先进在工作时更稳定,更快捷,效率更高夹模采用进口型夹持力强,不易磨损工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀本机采用皮带传动,尺寸精度高传动部分灵活可靠快捷。 检查各连接螺栓及零件是否紧固,操作按钮是否完整,操作灵活,四,加工小导管尖头时操作者头,手或身体的任何部位不得进入工作空间区,防止夹伤,严禁在运行的材料上放置其他物品或进行测量等工作,五,两人或两人以上人员同时操作时。
2、时效性。相比传统的手动打孔机,液压小导管成型机在打孔速度上得到了很大的突破,输入产品编码或者参数后即可高效打孔。
3、功能性。打孔机较传统手动打孔机而言,其全自动化、高效扫描、自动产品检索等多种功能,让它取代传统手动打孔机成为可能。
在隧道开挖前,将小导管沿开挖轮廓线打入掘进前方稳定的岩层内,末端支承在隧道拱部的钢架上,并对小导管进行注浆,增加小导管的刚度和固结前方松散围岩,使其起到支护掘进进尺范围内拱部上方的围岩,有效地约束围岩在( )开挖后的一定时间内不发生松驰坍塌。
小导管箭头机技术参数
型号:JMDGJ-50 弯管能力mm:48/50*2
一次缩管能力mm:400 成形时间:7-30秒/次
模具开闭量:50mm 电动功率Kw:5.5kw
