

 买乌海DN250球墨铸铁管必看-厂家直销
<乌海>鹏瑞管业有限公司
买乌海DN250球墨铸铁管必看-厂家直销
<乌海>鹏瑞管业有限公司
球墨铸铁管W型柔性铸铁排水管是我国常用的连接方式,具有径向尺寸小(无法兰盘)、便于布置、节省空间、长度可以在现场按需套裁、节省管材、拆装方便、便于维修更换等优点。其连接的可曲挠性和抗震性能良好的特点外,同时还具有可同步施工、管材利用率高、便于管道清通、减少了水压试验次数、缩短工期提高经济效益的特点。另外,这种型号的接口用螺栓在外侧紧固,避免了承插口柔性接口凸缘易碰坏、靠墙脚的螺栓难以固定的缺陷,具有操作简便等优点,因此在建筑排水管材及管件的选用中,具有较强的竞争力。此外,由于W型管直管长度为3m,大大减少了中间接头数量并可按照需要截取任意长度,从而大量节省管材,降低消耗及成本。W型无承口管箍采用带肋不锈钢卡箍,内衬橡胶圈柔性连接,抗震性能高、密封性能好,允许在一定范围内摆动且不会渗漏。因此,无论是在国内还是国外,W型管均得到了广泛的使用。不锈钢卡箍连接安装方便。易操作,安装快。

很多人都不熟悉消失模铸造技术,下面青岛世纪球墨铸铁管业为您介绍:消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造有下列特点:铸件质量好,成本低。材质不限,大小皆宜;尺寸精度高,表面光洁,减少清理,节省机加;内部缺陷大大减少,组织致密。可实现大规模、大批量生产。自动化流水线生环保。可以大大改善作业环境、降低劳动强度、减少能源消耗。消失模铸造技术工艺服务主要内容:一、负压系统设计1、稳压罐、过滤罐、汽水分离罐; 2、真空泵选型;3、负压控制二、根据用户产品进行专用砂箱设计,由用户自行制造。三、1-3维震实台设计1、根据用户需要提供一定规模的设计图2、震实台基础设计四、烘房设计五、新技术工艺规程及操作要点六、车间生产流程平面图七、提供手工制模方法八、提供外购设备、配件、材料信息九、到现场技术服务、培训工人说明:新技术工艺全过程分两大部分:⑴白区部分:1、0.2~0.5吨工业锅炉 2、予发机 3、成型机 4、浇冒口切割平台 5、模型组合6、模型涂覆及烘干⑵黑区部分1、负压系统 2、震实台 3、砂箱 4、砂处理系统消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。


1、管网阻力系数小、不结垢,在长期使用的情况下,节省大量运行能耗,具有一定的经济效益; 2、PE管施工安装方便、灵活,效率高,连接方式多样,适用于各种工程。 3、在埋深较浅的情况下,当承受动荷载作用时,PE管的安全性优于球墨铸铁管;由于球墨铸铁管属于刚性管,当地面有额外荷载时,作用力绝大部分作用在管材上,当管材发生反复变形,或部分管段逐渐下沉时,承受柔性接口的密封性必然受到影响,存在泄漏的隐患。 而PE管材属于柔性管,当地面动荷载时,作用力作用在管材上后,管材发生柔性变形,管道周围的土壤产生被动力,而使地面负荷向周围土壤分散,大大降低了对管材的作用力。又由于热熔焊接的接口强度远远大于管体本身,动荷载的作用对接口不会影响到焊口的安全性。所以,在非常规浅埋的情况下,PE管具有更高的安全性. 4、短期投资的角度,PE管道的管材、管件的材料成本低于球墨铸铁管;PE管重量轻,减轻了施工人员的劳动强度,而且节省了吊装机械,提高了施工效率,降低了施工费用。此外,PE管柔性大,可随地形变化,而且可进行沟上焊接,焊接有专用机具,不仅提高了施工速度,而且管沟土方工程量也大为降低。另外,聚乙烯管道系统不需要进行费用昂贵的锚定。
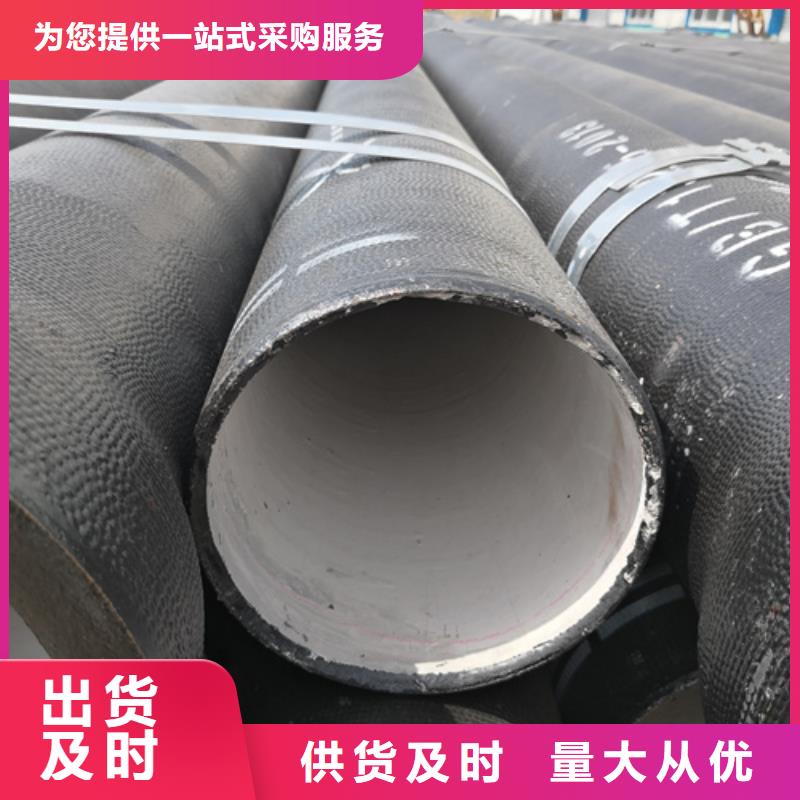
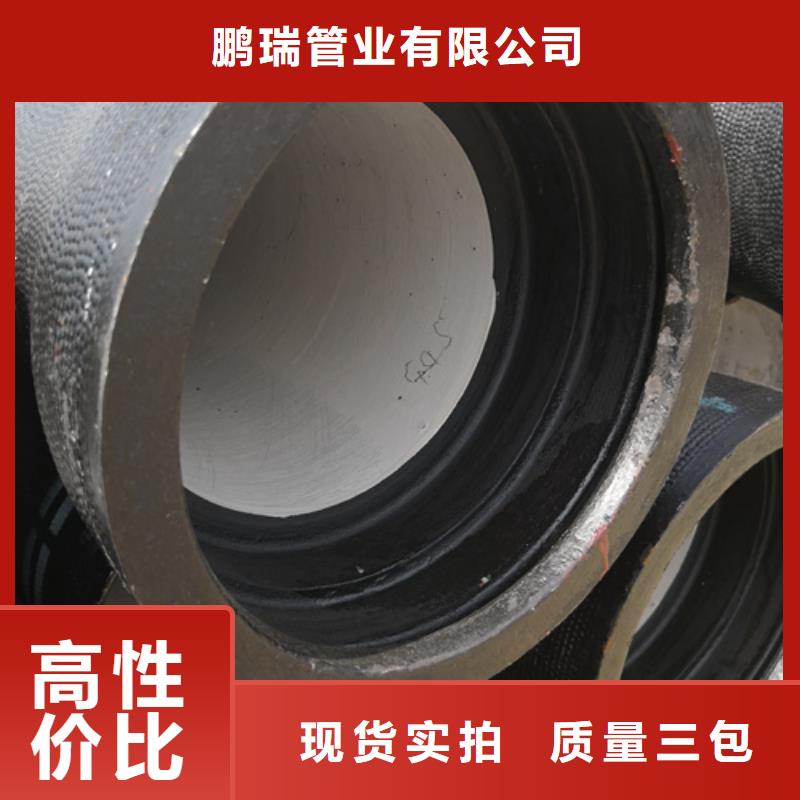
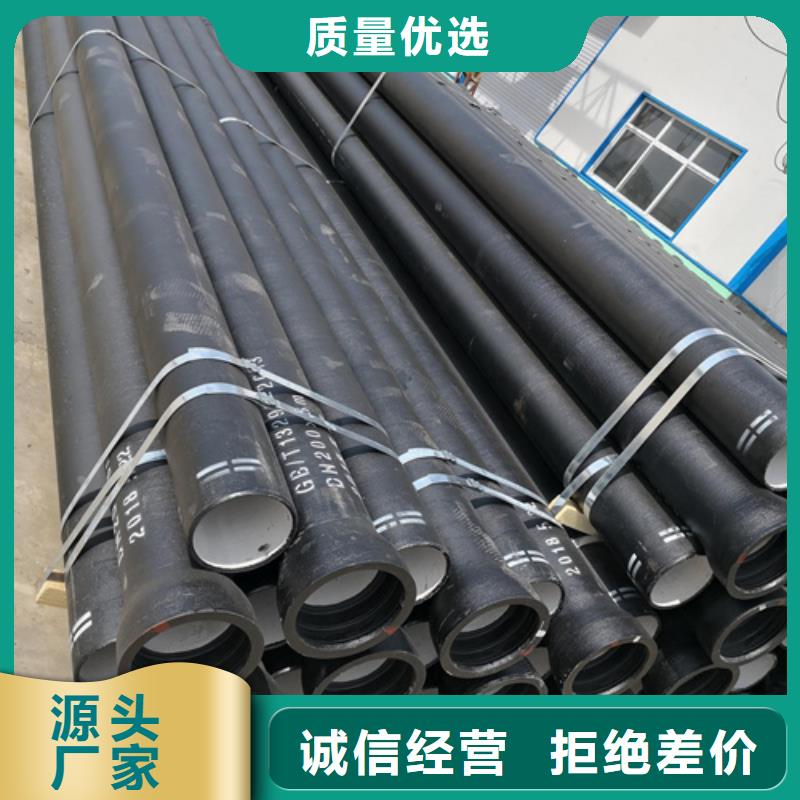
<乌海>鹏瑞管业有限公司球墨铸铁管采用炼铁高炉生产的低磷、低硫的优质铸造铁水,按当前国际上先进的离心铸造、退火工艺,水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水磨水泥内衬、外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有高强度、高延伸率、耐腐蚀的钢筋铁骨。球墨铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。本身中空,再加上球墨铸管管壁的特殊性(particularity),可薄可厚,针对不同的用途来选择,管壁较薄的一种在加工的时候更加容易,当然质量问题也不用过多的关心。球墨铸铁管按接口形式不同分为柔性接口、法兰接口、自锚式接口、刚性接口等。球墨铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。
因此这两种方法在满足高精度、高率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、效率、智能化的方向进一步发展。青岛球墨铸铁管气密性检测安装要点: ①、清理管口:将承口内的所有杂物清除擦洗干净。 ②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 ③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 ④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 ⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。 ⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。球墨铸铁管气密性检测首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 ⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝进行安装。 ⑧、检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。
