







槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。
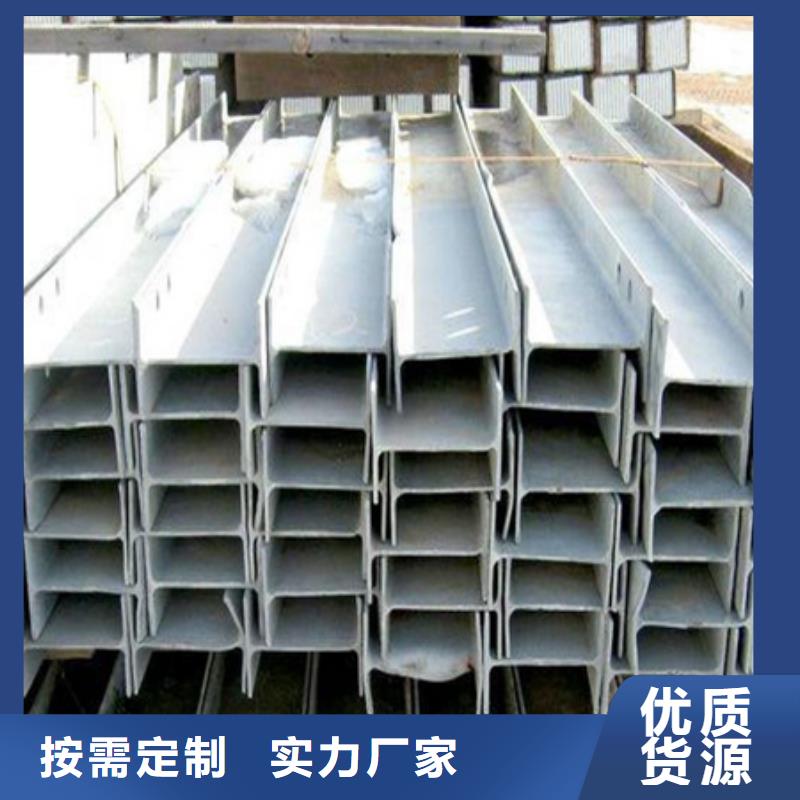
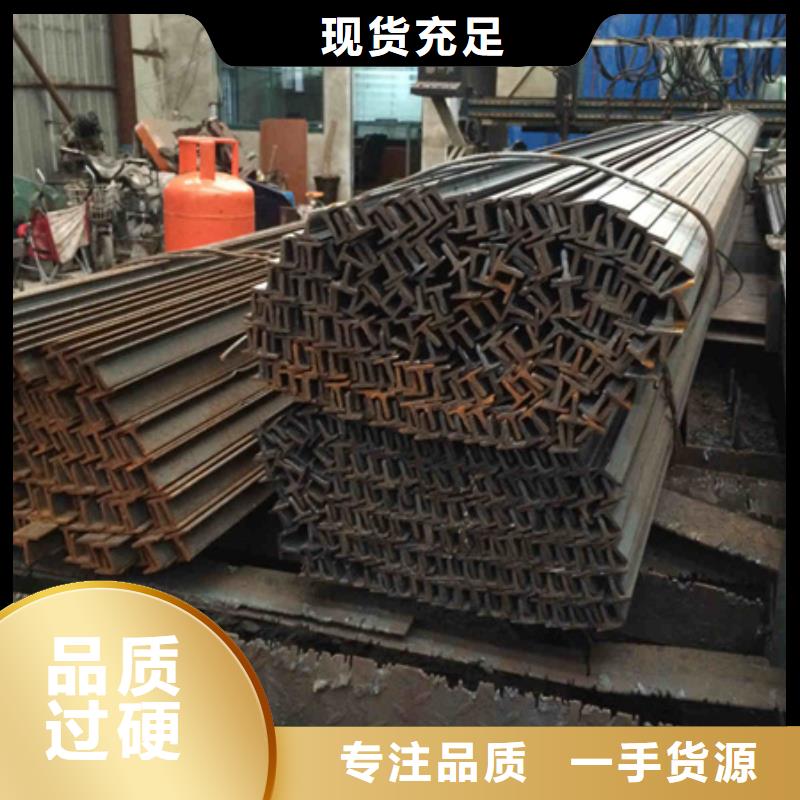
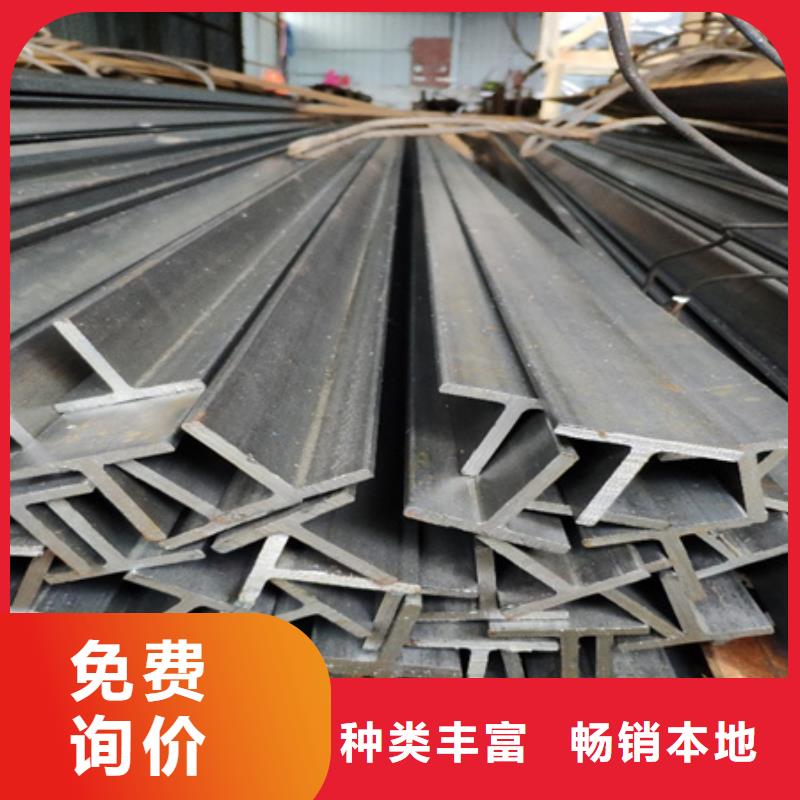
槽钢是一种横截面与英文字母“t”和中文汉字“丁”相近而得名,也叫丁字钢和t字槽钢的钢材,这款t槽钢尺寸30*30*4,长度6米,材质Q235B,理论每支重量11.304kg,底宽和高度同为30mm,厚度均为4mm,实卡厚度3.8mm左右,生产工艺属于热轧一次成型,机械强度高,产品性能稳定可靠,厚度均匀。热轧T槽钢 型号25*25*3.0 长度6米 17吨 热轧T槽钢 型号30*30*3.0 长度6米 41吨热轧T槽钢 型号30*30*4.0 长度6米 25吨 热轧T槽钢 型号35*35*3.5 长度6米 19吨热轧T槽钢 型号40*40*4.0 长度6米 18吨 热轧T槽钢 型号40*40*5.0 长度6米 22吨热轧T槽钢 型号45*45*5.0 长度6米 24吨 热轧T槽钢 型号50*50*5.0 长度5米 28吨热轧T槽钢 型号60*60*6.0 长度6米 26吨 热轧T槽钢 型号60*36*6.0 长度4米 20吨热轧T槽钢 冷拉T槽钢 剖分槽钢 焊接槽钢现货经销商。
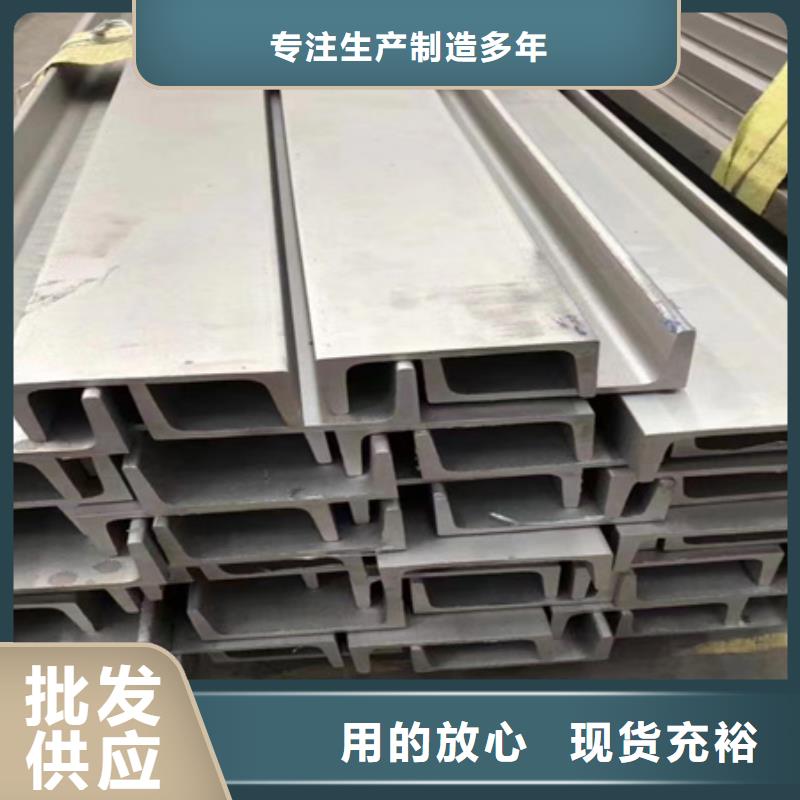
今天我们要报道的是关于304不锈钢槽钢加工。你知道吗,这种槽钢在我们的生活中应用广泛,但是它的加工却非常考验工匠的技术和经验。那么,今天我们就来一起了解一下这个加工过程中的“神秘面纱”,看看这些工匠们是如何完成这个看似简单但实则不易的任务的。首先,让我们来了解一下这个槽钢的材质——304不锈钢。这种材质的耐腐蚀性能非常好,而且强度高、塑性好、加工性能优良,是制作各种机械设备的理想材料。但是,由于它的硬度较高,加工起来却十分困难。因此,工匠们需要在加工过程中精益求精,一丝不苟,才能保证槽钢的质量。那么,加工的具体步骤是什么呢?首先,工匠们需要使用专业的加工设备,如钢板切割机、数控剪板机等,将不锈钢板切割成相应的尺寸。接下来,他们会使用槽钢成型机将切好的不锈钢板进行成型,制作出我们常见的槽钢。,工匠们会使用打磨机对槽钢进行打磨和抛光,使其表面更加光滑,提高美观度。除了技术和经验的考验,这个加工过程还需要工匠们对细节的极致追求。他们需要时刻保持高度的警觉,避免任何的瑕疵和不足。因为一旦出现了质量问题,这个槽钢就可能无法正常使用,甚至会对设备的安全造成影响。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。
