


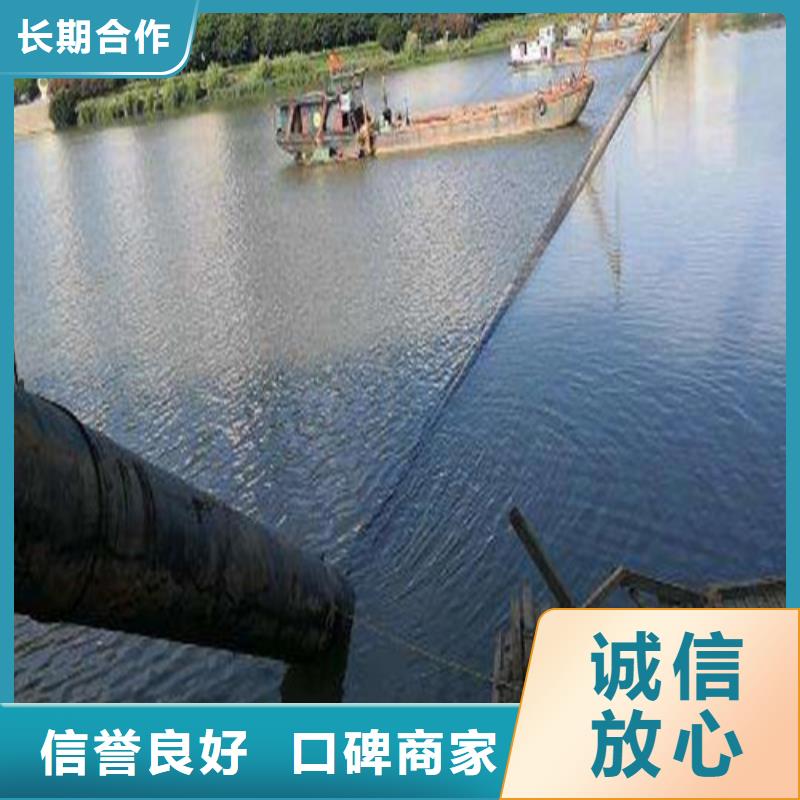






钢沉管焊接采用手工下向焊,在正式组焊前,根据现场环境,进行焊接设备与焊接工艺的认可试验,全部现场焊接作业,焊接设备,焊接工艺规程皆经监理工程师认可并由合格焊工执行,钢沉管组焊时,应减少错边量,从沉管顶中心分别向下组对。起吊时应充分考虑每一个吊点的受力是起吊的关键。按沉管体的长度和重量应安排5个起吊点,两头采用两艘起吊能力为80t的高竿吊装船,中间采用三艘起吊能力为40t吊装船来完成吊装。为了安全起见,另备一艘起吊能力为80t的高竿吊装船作应急备用,总起吊能力应大于沉管重的2倍。本工程采取半封航施工,起吊前各吊装船在自己的吊装点安装好吊装索具,等待航道封航。封航后,各吊装船立即实施起吊施工。起吊时,先由两头的吊装船开始,慢慢吊起,使沉管体从水状态变成垂直状态,同时,中间的吊装船也应收紧索具,稳定沉管道。沉管道吊起后,启动吊装船自身推进器,使沉管道在水面上作90°沉管位调整,缓缓移至沉管位,实施灌水下沉。

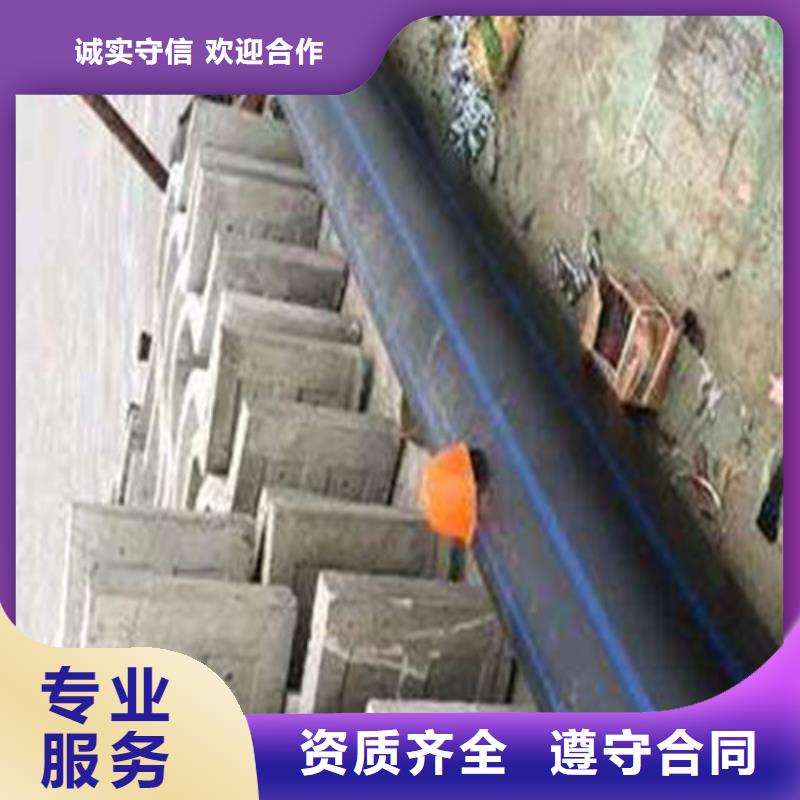
钢管牵拉进沟槽后,即可吊装注水下沉。根据钢管的长度,本方案考虑设计四个吊点,南北两岸各设一副人字型扒杆,各配一台5吨的卷扬机,通过滑轮组,每个吊点可起吊30吨物体,中间两吊点分别由两艘起重船完成,吊点分别在水平段离弯头15M处。这样就可沉管在往水下沉过程中的平衡,有效地控制钢管下沉时的弯曲应力,质量。钢管起吊后由一端注水,另一端设排气阀,首先将进水的一端慢慢下沉,向另一端推进,直到水平段的空气全部排出,然后调整平衡,继续注水,下沉至沟底,调整沉管的位置直至符合设计要求,后分别在钢管位置打入四组桩,两端用钢绳固定,将工作船撤离。
钢管牵拉进沟槽后,即可吊装注水下沉。根据钢管的长度,本方案考虑设计四个吊点,南北两岸各设一副人字型扒杆,各配一台5吨的卷扬机,通过滑轮组,每个吊点可起吊30吨物体,中间两吊点分别由两艘起重船完成,吊点分别在水平段离弯头15M处。这样就可沉管在往水下沉过程中的平衡,有效地控制钢管下沉时的弯曲应力,质量。钢管起吊后由一端注水,另一端设排气阀,首先将进水的一端慢慢下沉,向另一端推进,直到水平段的空气全部排出,然后调整平衡,继续注水,下沉至沟底,调整沉管的位置直至符合设计要求,后分别在钢管位置打入四组桩,两端用钢绳固定,将工作船撤离。
沉管埋设在水底下沟槽内时,沟槽内管顶铺设深度一般为管径的3—4倍,以避免船只抛锚,河床冲刷等影响。海下管道的埋地铺设,还应防止风暴时管道可能浮漂或下沉,为此,管道应埋设在海床下足够深度。此外,如果水道较深,水底之上铺管不会影响航运,水底坦,沿管线没有障碍物和悬空地,管道不会因船只抛锚、流体动力、土壤液化、床底土运动、河床冲刷或其他原因引起破坏,则可将管道直接铺设在稳定的河床或海床上。
初次下沉,靠拢下沉和着地下沉,在沉放前,应对气象,水文条件等进行监测,预测,确保在安全条件下进行作业,便于挖泥船结合水位复核开挖深度,挖泥船水下开挖测量定位采用gps定位系统,因此船机设备上需配备相应测量设备和计算机软件。

