






公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。
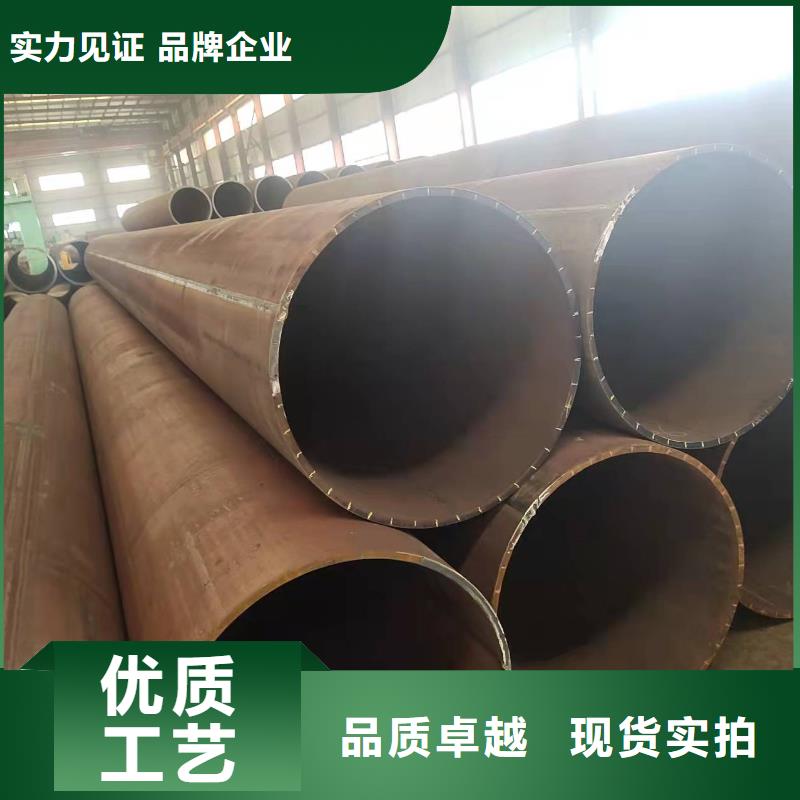
钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。
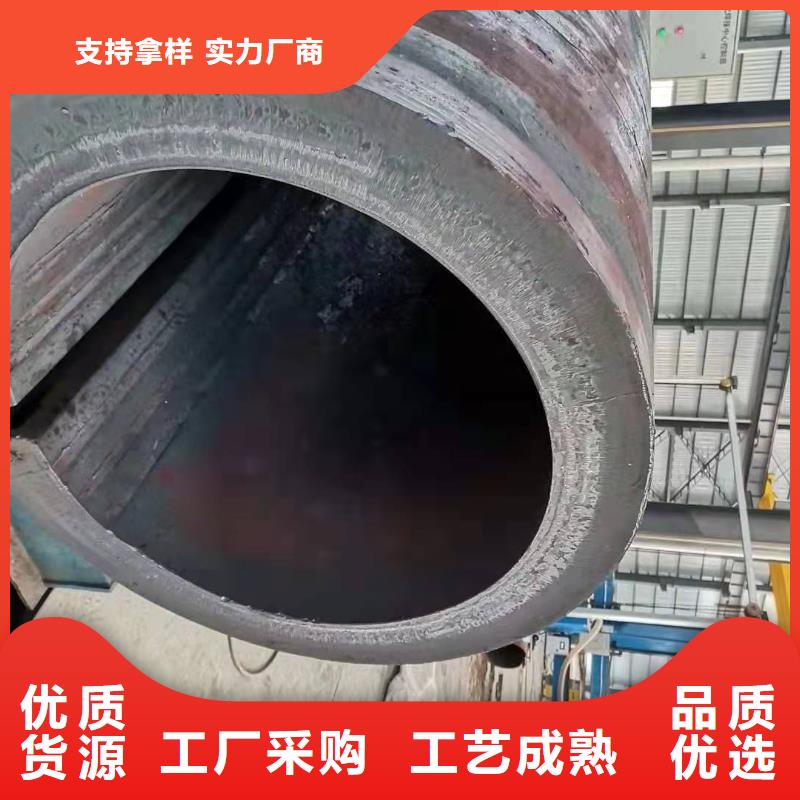
钢板卷管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的钢板卷管主要用于流体输送管道。45、40Cr等中碳钢制成的钢板卷管用来制造机械零件,如汽车、拖拉机的受力零件。一般用板卷钢管要保证强度和压扁试验。热轧卷管以热轧状态或热处理状态交货;冷轧以热处理状态交货。河北金鼎卷管厂拥有两条热扩卷管生产线热扩规格:Φ219-Φ630,两台大口径矫直机。大型卷管机3台,自动焊机4台,卷管规格:Φ400mm-Φ2040mm,壁厚8-100mm的卷管。加工,销售大口径直缝管,焊接长管。大口径卷管无缝化。(可做探伤),本公司致力于生产环缝、纵环缝焊接压力卷管及钢制压力卷管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图
锥形卷管、异形卷管成型注意事项:
①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快;
②在辊子的一段加一个旁轮卷锥装置;
③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进.
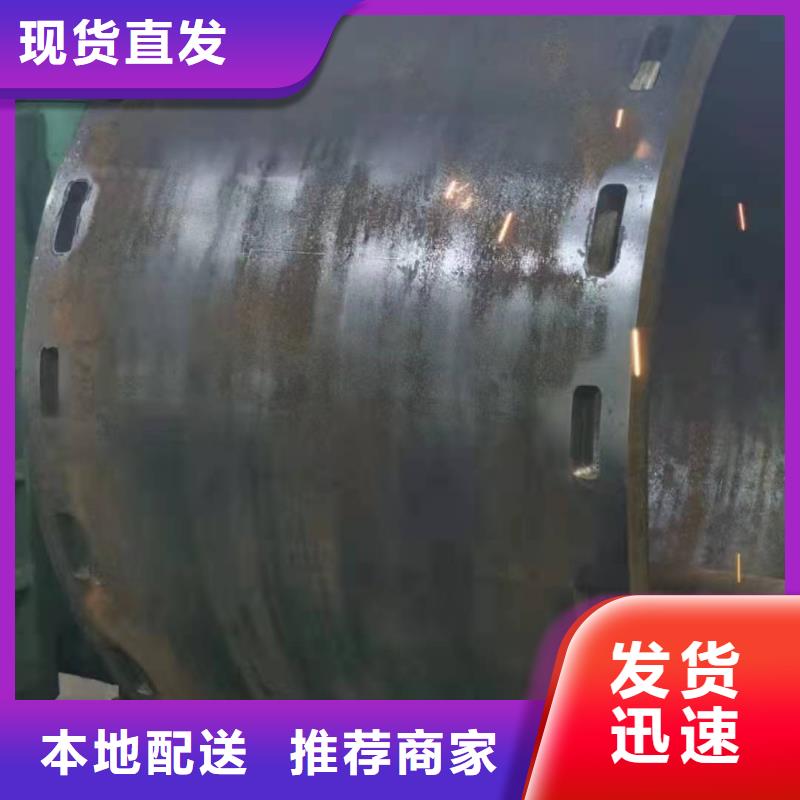
大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图

山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。
