



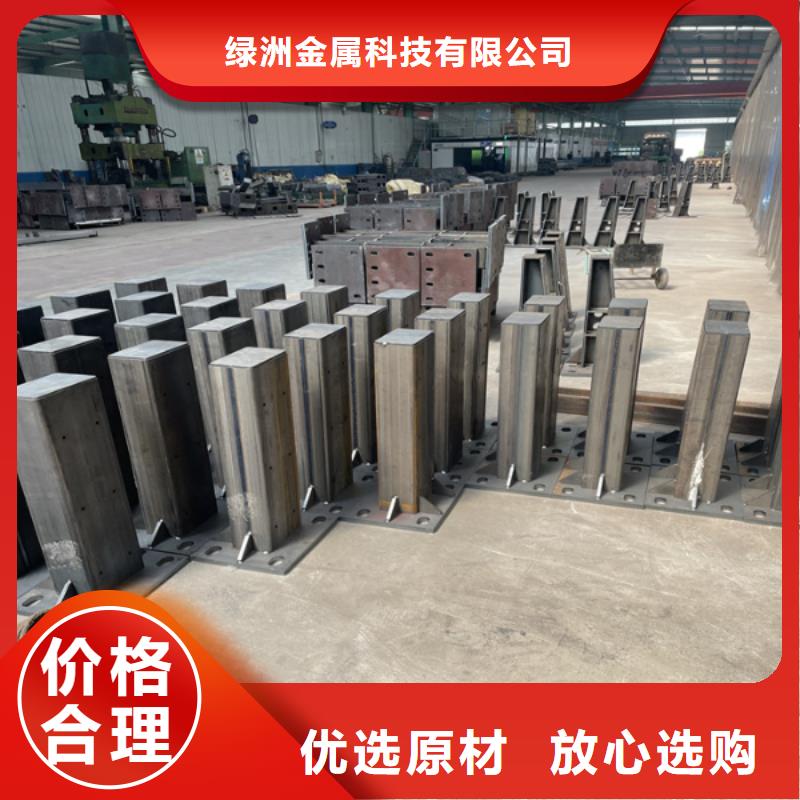

不锈钢复合管护栏焊接要领 1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min. 2.将对焊处两端磨坡口。 3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。 4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。


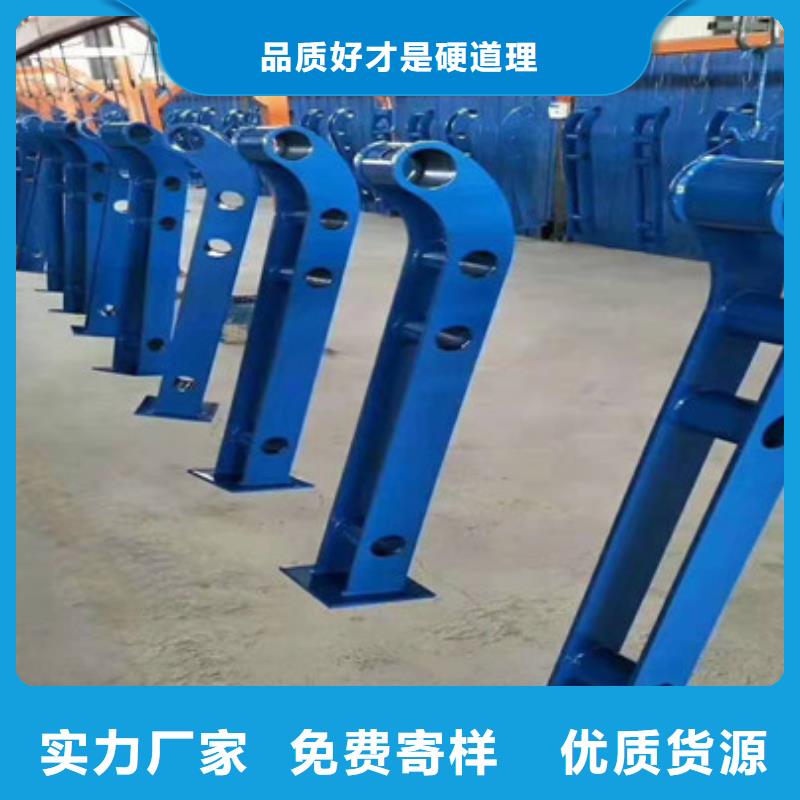
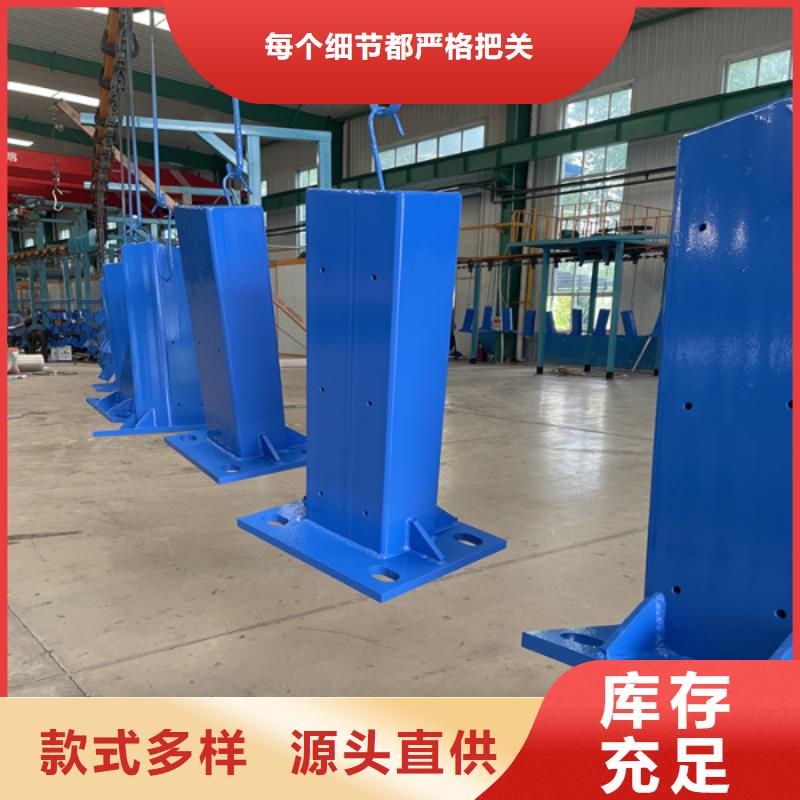
不锈钢复合管护栏的主要施工方法: 1.施工前应进行现场放样,准确计算各构件长度。 2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。 3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。 4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。 5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。 焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。 6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。 。


您好,感谢您在万千 201不锈钢复合管中您找到了我们,关于 201不锈钢复合管的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。

