您的位置>首页 >海南本地每News >
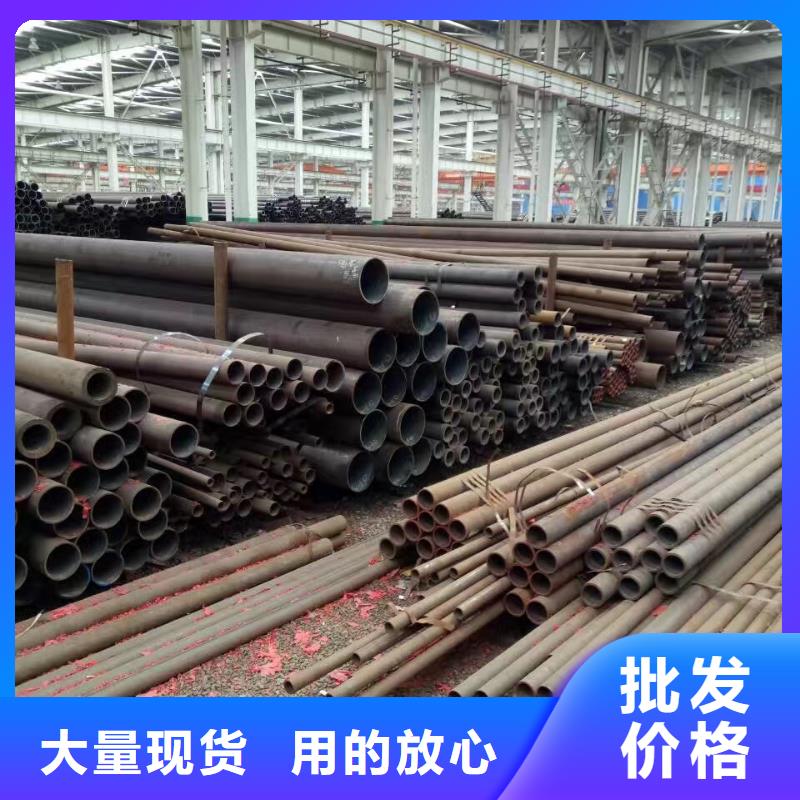
甄选:合金钢管大口径钢管种类丰富
发布时间: 2024-06-10 15:15:02 浏览次数:2
以下是:甄选:合金钢管大口径钢管种类丰富的产品参数
| 产品参数 |
|---|
| 产品价格 | 5600/吨 |
|---|
| 发货期限 | 三天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 12cr1mov 15crmo 20cr 40cr 42crmo 35crmo |
|---|
| 产品品牌 | 浩铭 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 加工 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 质量好 |
|---|
| 产品颜色 | 碳钢色 |
|---|
| 质保时间 | 长期 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 电厂 核电 高压锅炉 机加工 |
|---|
| 是否进口 | 是 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 功率大 |
|---|
| 工作温度 | 550℃ |
|---|
以下是:甄选:合金钢管大口径钢管种类丰富的图文视频
导读 在海南省采买甄选:合金钢管大口径钢管种类丰富到海南省浩铭物资有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-15506514555,QQ:2809670082,地址:《聊城开发区辽河路东首兴隆市场发货到海南》。 海南省 海南省,简称“琼”,是中华人民共和国最南端的省级行政区,省会海口市;地处中国华南地区,北以琼州海峡与广东划界,西临北部湾与广西、越南相对,东濒南海与台湾对望,东南和南部在南海与菲律宾、文莱、马来西亚为邻;海南地势为中部高四周低,中间高耸,呈穹窿山地形;属热带海洋性季风气候;陆地总面积3.54万平方公里,管辖海域总面积约200万平方公里。截至2022年,海南省辖4个地级市,5个县级市、4个县、6个自治县。截至2022年末,海南省常住人口1027.02万人,比上年末增加6.56万人。
不容错过的甄选:合金钢管大口径钢管种类丰富视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:甄选:合金钢管大口径钢管种类丰富的图文介绍
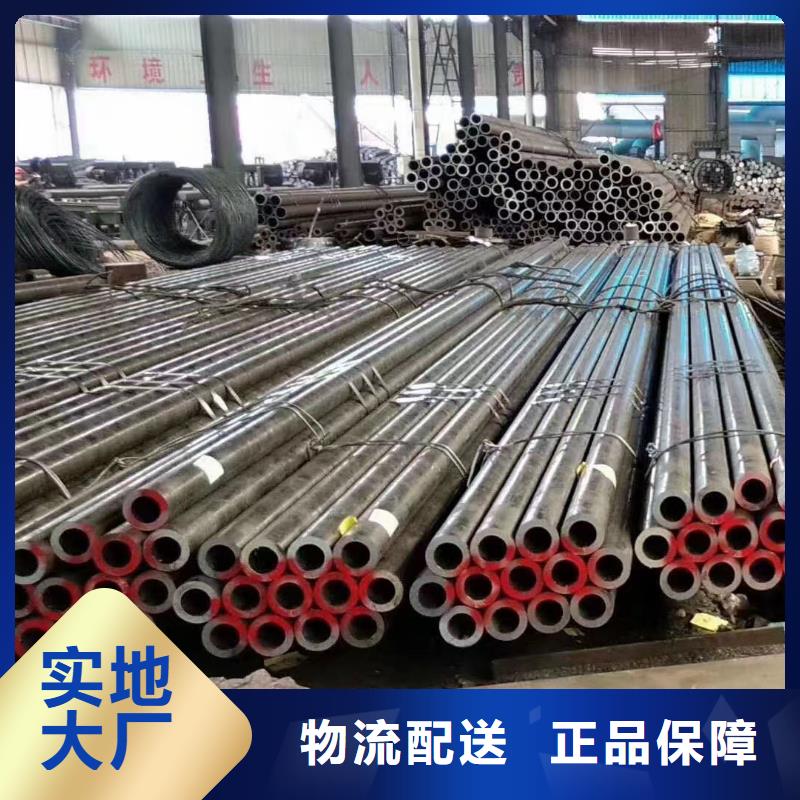
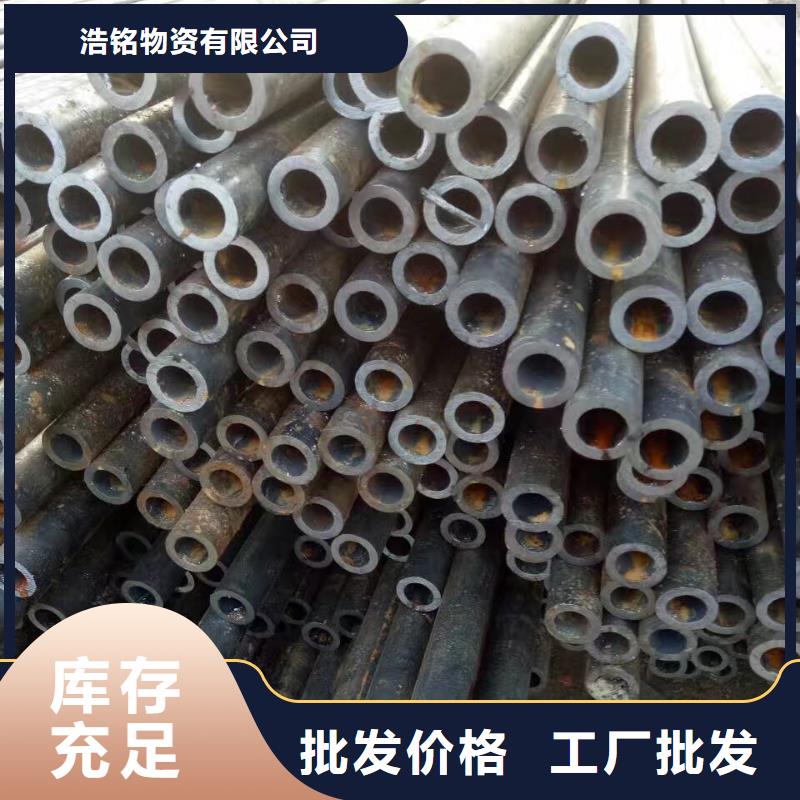
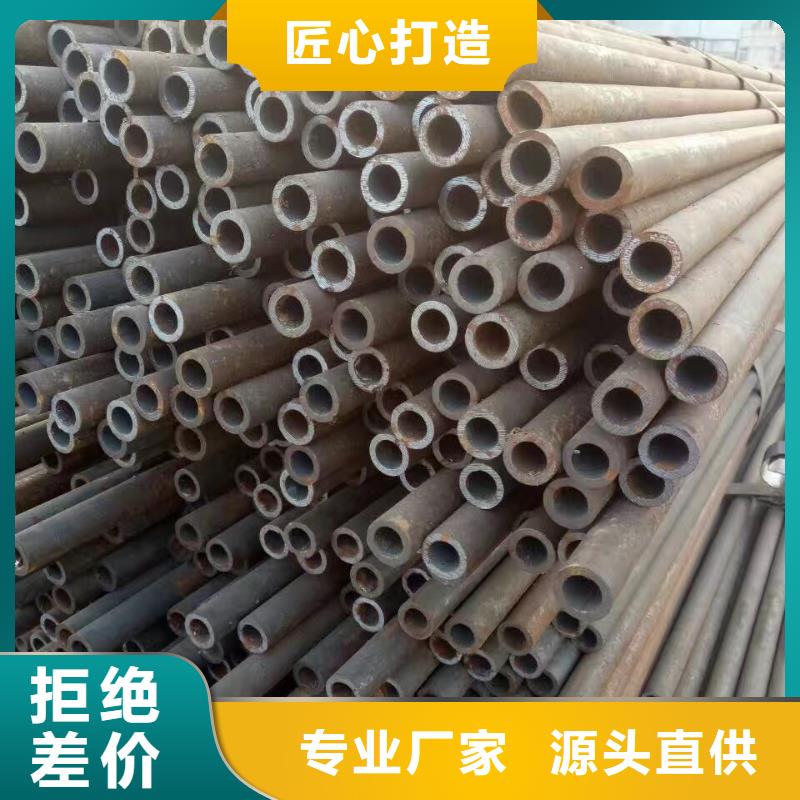
海南浩铭物资有限公司主营 27硅锰合金钢管。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!





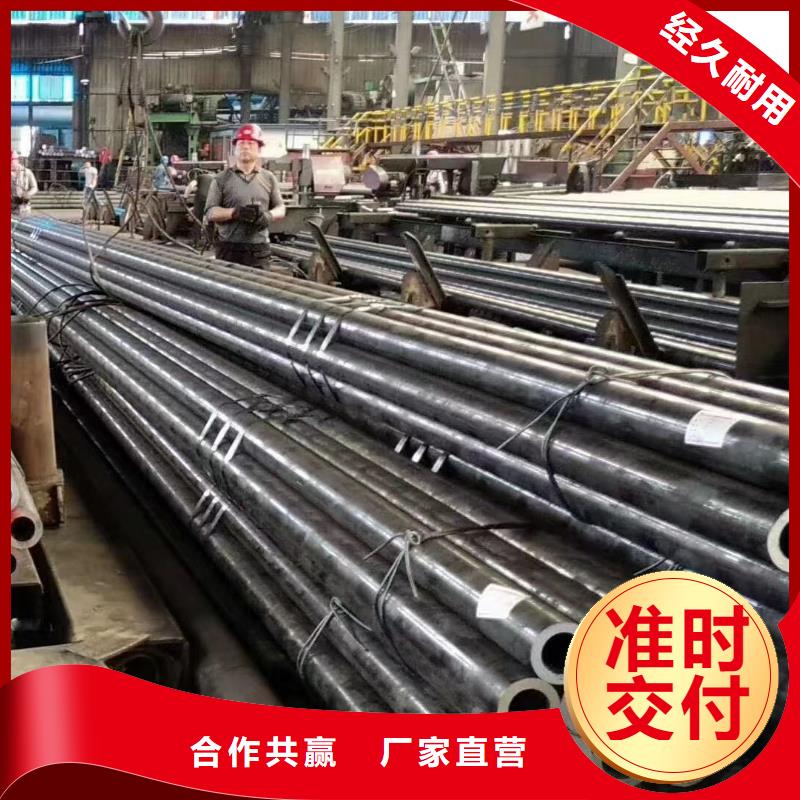
焊接合金钢管时很容易出现冷裂纹。此时,由于焊接时内应力比较大,裂纹的产生很容易影响焊接质量。如果比较严重,圆钢管的性能指标就会降低。控制一直是工程施工质量控制的重点和难点,如何合理避免此类问题。适当扩大电流量,降低冷却速度,有利于防止硬化机制的产生。焊接前加热避免了裂纹的产生,在一定程度上还具有改善性能的作用。控制固层温度,应略高于加热温度。合金钢管选择有效的焊接模式,严格按照工程图纸生产加工零件的焊缝。清理焊缝两侧的铁锈、水等,减少氡气的来源。合金钢管裂纹通常发生在封头焊道和焊根处,因此对精确定位的焊接长度、焊孔纵横比和间距也有相应的要求。如果在焊缝内强制完成精密定位焊接,焊接纵横比应低于焊缝深度的2/3,长度应超过40mm。如有必要,在精密定位焊前加热。焊接前检查精密定位焊接,如有裂纹排除重新焊接。精密定位焊的长度和间隔应取决于对接焊缝的厚度和结构的长度。为降低热应力,避免合金钢管焊接产生裂纹,安装时要防止强行组装。焊接前进行合金钢管加工工艺鉴定实验,明确加工工艺的主要参数。碱低氢焊丝E5Q/E55用于合金钢管的手工焊接;CO:气体保护焊可以使用药芯焊丝;弧焊可使用F5021-H08MnA焊丝,并按规定严格风干。风干温度为350-450℃。风干后在100-150℃保温1-1h,放入保温隔热筒中随时使用。合金钢管超低温焊接后,应进行缓冷。为了减缓焊接和热影响区的冷却速度,避免形成冷裂纹,应立即对焊接部位进行保温,即立即将焊接部位加热到250-350℃。℃,用石棉保温2~6小时后风冷,可减少焊接中过氧化物的量,避免冷裂纹。加热方式和总宽度与焊接前相同。



总结 您是想要在海南省采购高质量的甄选:合金钢管大口径钢管种类丰富产品吗?海南省浩铭物资有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的甄选:合金钢管大口径钢管种类丰富产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-15506514555,QQ:2809670082,地址:《开发区辽河路东首兴隆市场》。