



无需繁琐的文字描述,观看我们的视频,让无缝弯管本地厂家ANSI标准产品一览无余!
以下是:无缝弯管本地厂家ANSI标准的图文介绍

弯管机设备成形极限应都包括什么弯曲设备在使用过程中的关键是使用触摸屏幕和数控机床模块,会话实际操作,程序设置简单简单,所有新产品床结构稳定,使用时不变形,每档可设置16个弯曲视角,计算机内存可存储16组档案。弯管机俱慢速度定位服务,弯管视角稳定,重复定位精度达±0.1°,错漏信息屏幕上呈现,协助作业者立即,提供自主研发之坐标转换弯管生产加工值,软件可购买装到桌面式计算机改动计算。
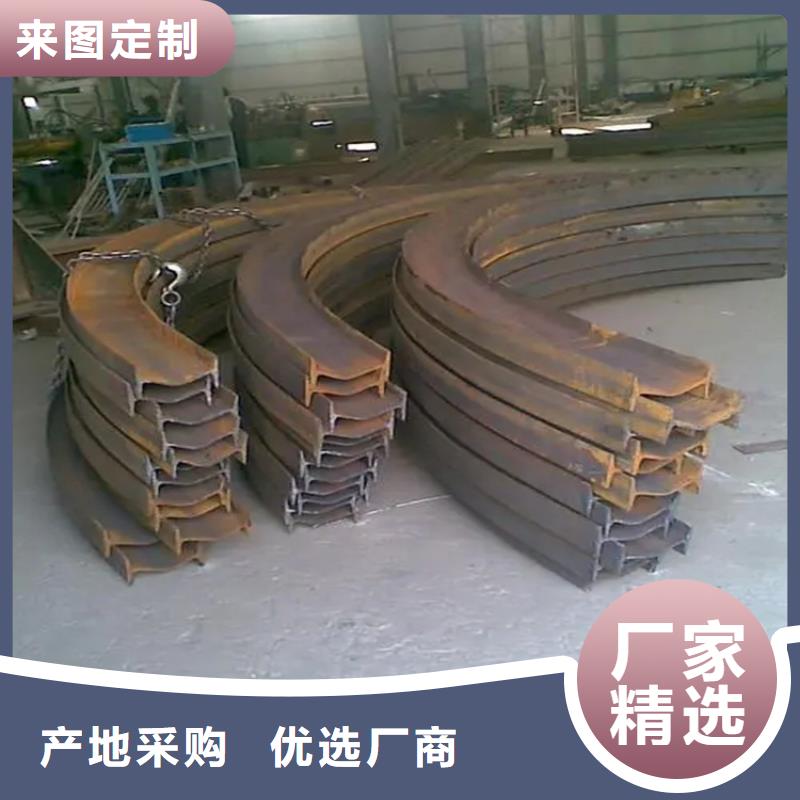
弯管设备的管道弯曲与板材弯曲相同。管径为D时,纯弯曲,受外力矩M影响时,中性层两侧壁厚受拉伸应力影响,σ1、壁厚变软;受拉伸应力影响的中性层内壁厚σ壁厚增厚的作用。此外,由于F1和F2的作用,截面的形状由椭圆形变为椭圆形。若变形过多,两侧壁厚会出现裂纹,内侧壁厚会出现。
弯管机设备管道的变形程度通常取决于小弯曲半径R/D和相对较薄的T/D数据尺寸,R/D和t/D值越低,变形程度越高。变形水平必须在允许的范围内控制,以保证管道的成型质量。管件的弯曲成型极限不仅取决于材料的机械性能和弯曲方法,还取决于管道的使用要求。
管材的成形极限一般包括以下几种具体内容:
(1)中性层两侧拉伸变形区域内zui较大的拉伸变形不超过原材料的可塑性允许值而发生破裂;
(2)中性层里侧收紧变型区域内,受径向压应力功效的薄壁结构一部分不至于超越失衡而发皱;
(3)假定管材有椭圆度的需求时,操纵其横断面发病崎变;
(4)假定管材有承担内压强强度标准时,操纵其厚度薄化的成形极限。


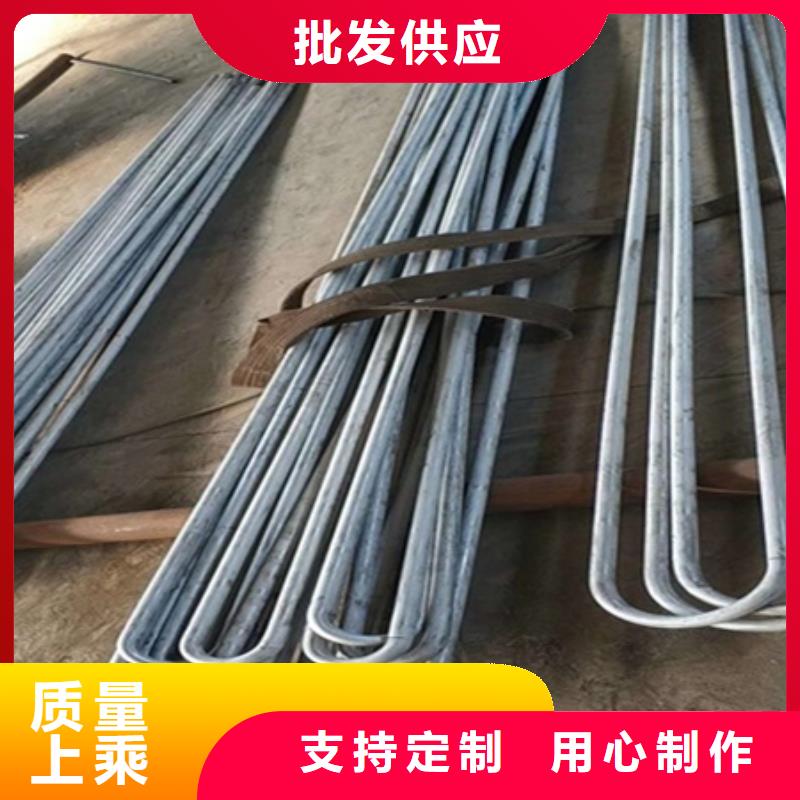
述弯管拉弯在工业领域中的运用与发展弯管拉弯的特点如下所示:1.能够成型强屈大一点的铝弯管坎坷零件。2.能够成型空间布局繁杂的铝弯管零。3.具有独特加工工艺方法结合的综合性成型特点。4.坎坷度高,回弹力小。因此,弯管拉弯广泛应用于工业生产、汽车、机场铝弯管坎坷零件的生产中。在飞机生产中,机场框架肋、整体机身前后左右段、发动机短仓长桁架等大型铝弯管颠簸部件是飞机骨架的关键部件,直接影响飞机气动外观设计,形状精度要求相对较高。在小汽车生产中,折弯加工主要用来生产加工车体结构和保险杆的空心铝合金弯管坎坷件,在坚持和钢材制品相同的抗冲击性能环境下,可以减轻车身净重,降低应用费用。折弯加工加工工艺可实现铝合金弯管高精度坎坷,但是由于折弯加工成型中会会出现厚度薄化裂开、发皱、横截面崎变等成型缺陷,但这些成型缺陷与铝弯管的材料的性能、横截面样子及工艺指标种种因素息息相关,十分复杂。拉弯机是进行拉弯加工与弯管拉弯生产加工的关键机器设备,在生产折弯加工是都要用到拉弯机,目前市面上拉弯机种类很多。拉弯机生产厂家教大家恰当的应用拉弯机,详尽方法如下:



宏钜天成钢管有限公司(池州分公司)推行科学的企业管理,并注重实践、不断探索。通过科学细致的管理,我们j i大降低了 42crmo钢管切割生产成本,为客户带来了实惠;注重实践,使我们从生产管理到施工队伍,培养了一批技术过硬、经验丰富的技术人员;不断探索,使我们把行业发展使命与企业发展相结合,并与各专业机构及高等院校的专家密切合作,进行品质的升级及 42crmo钢管切割产品的更新,不断地追求顾客的满意。


在我们生活之中,各种弯头商品五花八门,有关弯管加工专业技能水准也变得越来越,给我们的日常带来了相当多的方便。但是商品在生产的过程当中也会出现一些小问题,例如在生产的过程当中呈现出了微裂纹,造成成形的商品展现缺陷等,危害市场销售。
充分考虑这一缘故,我们在开展弯管加工的过程当中,不但要选择的专业技能加工工艺予以处理,一起还需求采用适当的对策进行操纵。例如在生产加工的过程当中,假如温度高于一定标准的情况下,那样商品的外貌会出现必然水平的变型,那样商品的外貌会出现许多的细裂痕。因此在生产过程中要求有效操纵它的环境温度情况。
自然,往往会出现这种问题,一方面主要是因为环境温度不科学,另一方面的原因是因为常用原材料质量不过关。因此在弯管加工期内很有可能会出现因快速变型也会导致生产加工的机器展现破损的情况。那样,这种裂痕是如何组成的?实际上,这种裂痕的表达要求一定的标准。
联系实际加工情况来分析,实际上在弯管加工环节中,期间裂痕长度可以达到纵坐标垂直在位错,也是说垂直在拉申弹簧吊架,在开展热处理工艺将来,用户需求开展坎坷,商品表层的微裂纹就会变成晶拽,一般讨论弯管加工机器的结构力学和微裂纹的情况,新产品的抗压强度在室内温度下并不是受到影响的。
此外,有关弯头的坎坷度操纵也是很重要的因素。实际上,针对弯管加工商品来讲,不同类型的半经及其聚焦点的不同的产品的坎坷方位也会出现更改,这种产品也成了工程项目管道内不可以欠缺的一部分,如果新产品的厚度呈现出了转变及其曲折物理性能展现转变到会对产品品质,商品在再加工时其技术是很重要的。




