





整套制造的原材料为圆柱形棒料或管料,目前根据成型工艺不同,韶关无缝方管整套一般有以下几种制造过程。
1)(棒料)下料-锻造-退火(或正火-车削(冷辗成型)-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
2)(棒料、管料)下料-冷辗成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
3)(管料)下料-车削成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配
4)(棒料)下料-冷(温)挤压成型-车削-热处理淬、回火-磨削-零件检查-退磁、清洗-
韶关无缝方管头尾壁厚不均匀的原因是管坯的前切坡、管坯的过度弯曲和对中孔不正确,容易造成钢管头壁厚不均匀。穿孔时伸长系数过大,轧辊速度过高,轧制不稳定。冲孔机抛钢不稳定,容易造成毛管尾部壁厚不均。其措施是检查管坯质量,防止管坯前端大切坡和减径,在更换孔道或修补时纠正定心孔。采用较低的穿孔速度,保证了轧制的稳定性和毛细壁厚的均匀性。在调整辊速时,配套导板也相应调整。
韶关无缝方管和冷轧方管是型钢或钢板的成形工艺。它们对钢的组织和性能有很大的影响。钢材的轧制主要是热轧,冷轧仅用于生产小型钢和薄板。
韶关无缝方管热轧
优点:能破坏钢锭的铸造组织,细化钢的晶粒,组织缺陷,使钢致密,提高力学性能。这种改进主要体现在轧制方向上,使钢材在一定程度上不再各向同性;在高温高压的作用下,也可焊接浇注过程中形成的气泡、裂纹和松动。
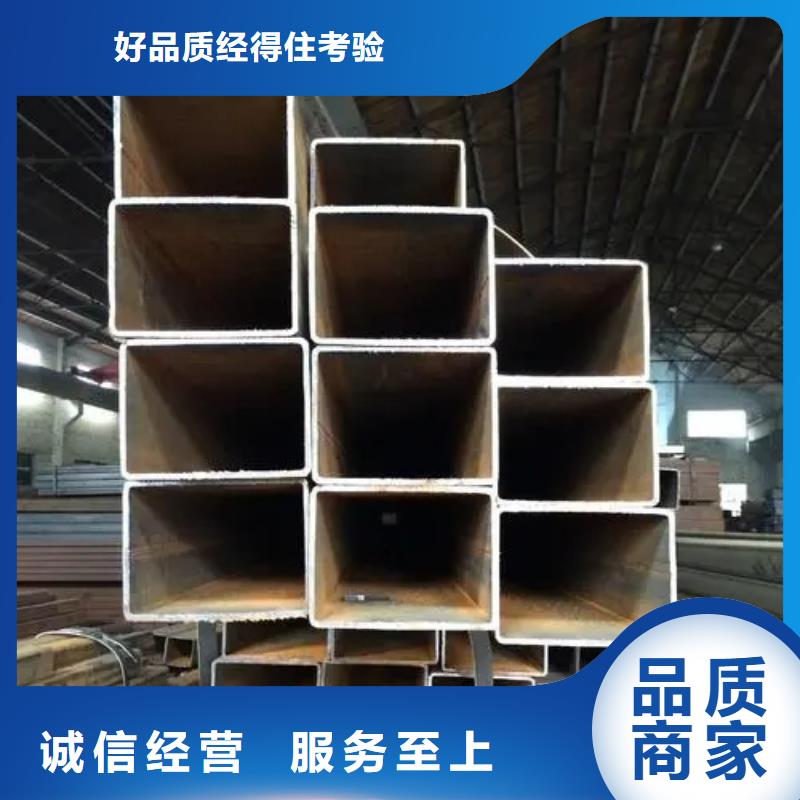
韶关无缝方管壁厚分类
韶关无缝方管按壁厚分类——超厚方管、厚壁方管和薄壁方管
在不锈钢方管的焊接中,不可避免地会发生不锈钢方管的变形。如果不及时纠正,对后期质量影响很大。
通常韶关无缝方管管的焊接变形是用火来矫正的,用火来烘烤!但是如果它太大,它就不能很好地工作。
控制不韶关无缝方管的焊接变形,除了采用合理的焊接顺序和焊接工艺外,还要提前进行小的抗变形处理,效果更好!
韶关无缝方管用角钢、不锈钢方管在箱体上焊接米支撑,简而言之,可以固定在线路上,焊接完成后用气割;
韶关无缝方管通过改变不锈钢方管的焊接顺序和焊接方法,焊接应力。
韶关无缝方管缺点:
韶关无缝方管热轧后,钢中的非金属夹杂物(主要是硫化物、氧化物和硅酸盐)被压成薄板,造成分层(夹层)。分层严重破坏了钢沿厚度方向的拉伸性能,焊缝收缩时可能发生层间撕裂。焊缝收缩引起的局部应变往往达到屈服点应变的数倍,远远大于载荷引起的应变。
韶关无缝方管冷却不均匀引起的残余应力。残余应力是不受外力作用的内部自平衡应力。热轧型材的各种型材都有这种残余应力。一般情况下,型钢截面尺寸越大,残余应力越大。残余应力虽然是自平衡的,但在外力作用下仍对钢构件的性能有一定的影响。例如,它可能对变形、稳定性和抗疲劳性能产生不利影响。3.热轧板制成的方管表面粗糙不光滑,平整度不好,弯曲性能一般,性能不好。